



Power Supply Voltage | 220V-380V |
Weight (KG) | 12.15 KG |
Output Voltage | 21.2V-31.2V |
Heating Plate Power | 800W, 1000w |
Welding Range | 16mm-63mm |

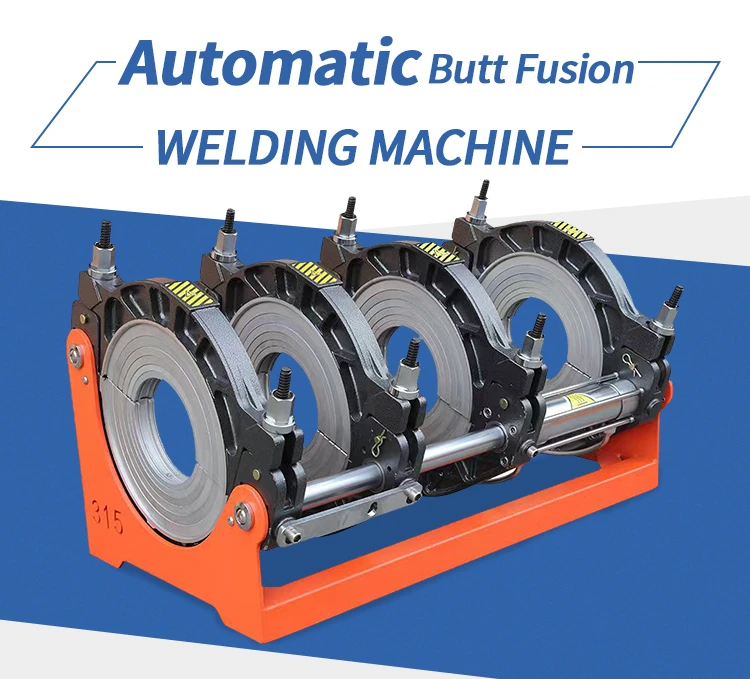
Water pipe joint butt fusion
The water pipe joint butt fusion device uses a thermostatic butt fusion device. Butt fusion temperature is set to "260 degrees". This temperature is the optimum temperature for the butt fusion of the water pipe. This temperature has no effect on the inner wall of the water pipe. The inner wall of the water pipe will not soften or shrink.
What are the problems that are prone to occur when butt fusion welds PPR pipes
The main reasons are as follows:
(1) The temperature of the butt fusion welding machine is incorrect, too high or too low, which changes the properties of polypropylene;
(2) The surface of the welding sleeve is not well treated, or the surface coating falls off, causing blisters in the contact part with the pipe;
(3) The size of the welding sleeve is wrong and the design is wrong, which makes the melting depth and welding structure of the pipe inappropriate;
(4) The welding surface of the pipe is not cleaned before welding;
(5) Welded pipes and fittings are not concentric or straight.

Proper welding practice butt fusion and connection
①After inserting the pipe and pipe fittings into the heating jacket and the heating head respectively, do not rotate or move too fast (to allow the material to have enough melting time).
②After heating, remove the tube and fittings from the heating element without rotating the heating part.
③ Immediately after heating, press the pipe and fittings together along the axis without turning. Strictly adhere to the holding time and cooling time of butt fusion welding standards.


294.webp)
476.webp)
420.webp)
146.webp)


