



Power Supply Voltage | 220V-380V |
Weight (KG) | 12.15 KG |
Output Voltage | 21.2V-31.2V |
Heating Plate Power | 800W, 1000w |
Welding Range | 20mm-32mm |

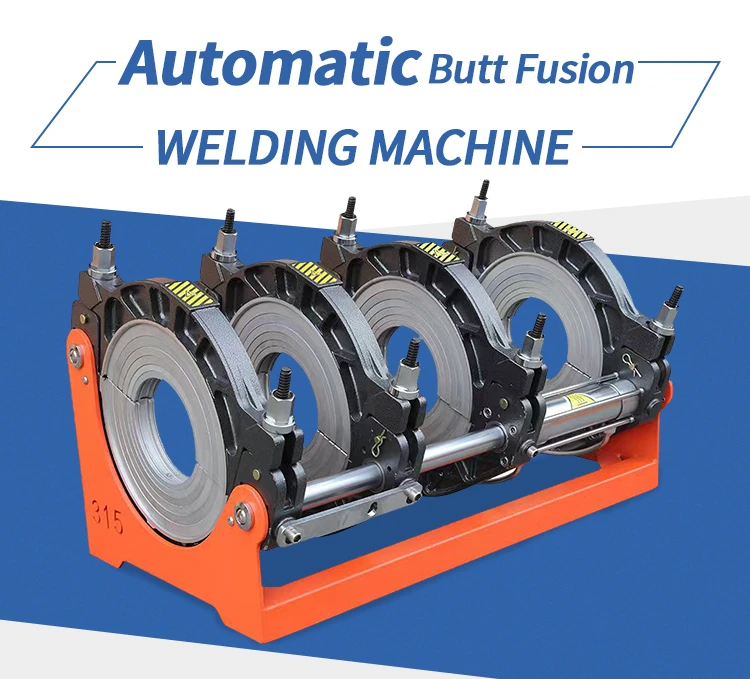
Application and features of HAILI Fusion Machine
1. Suitable for butt fusion welding pipes and fittings made of PE or PP
2.Pre-programmed welding parameter enable to choose the heating time in putting out diameter of pipes to be welded.
3.The structure design complies with DVS2208

"HAILI" fusion machine comes with an 800 Watt, 120 VAC heating element and 13' power cable
"HAILI" fusion machine has an ergonomic plastic handle and a slide-in stand for stability
The thermostat control dial is infinitely adjustable for temperatures of up to 570 F
"HAILI" fusion machine comes in handy in tight spaces due to its narrow profile
Heater adapters are manufactured in accordance with ASTM F 1056 and are coated with stick-resistant material
Three pairs of heater adapters can be connected at a time i needed
How to use the HAILI portable fusion machine

1. Heating temperature and time
The welding temperature should be controlled at 260-270 ℃. When the temperature is too low, the heat fusion of the PPR pipe is not in place, and the pipe and the pipe fittings cannot be well welded. When the temperature is too high, the PPR tube melts too much, which is easy to cause blockage at the joint of the tube or the tube hole is too small to affect the flow. And PPR will become thin and soft and remain on the die, and carbonization will occur under long-term high temperature, which will affect the service life of the die.
Due to the importance of temperature, welding equipment needs to have a good temperature control system. If the temperature control system is not good, the temperature of some welding equipment will be heated to more than 300 degrees, and it is easy to cause welding quality problems when the temperature is too high. .
The heating time is related to the diameter of the PPR tube. For a tube with an outer diameter of 20mm, the heating time is 5s, and for a tube with an outer diameter of 25mm, the heating time is 7s. Too short or too long time will affect the welding quality of PPR pipe.

2. Welding depth
The welding depth is related to the outer diameter of the PPR pipe. For a pipe with an outer diameter of 20mm, the minimum welding depth is 14mm, and for a pipe with an outer diameter of 25mm, the minimum welding depth is 15mm.
When the welding depth is too shallow, the welding area is not enough, and the water pipe is not firmly bonded. When the welding depth is too deep, the excess part will be squeezed inside the pipe fitting, reducing the inner diameter of the water pipe at the squeezed part, resulting in a reduction in the water flow of the water pipe, and even lead to welding blockage. Also, be careful not to attempt to turn the tubing and fittings while inserting them.
3. Whether the die head is worn
There is a layer of coating containing Teflon on the die head of the welding machine. Teflon is a difficult-to-stick material. Most of the glues on the market have no bonding effect on it. It can effectively prevent PPR from remaining during welding. on the die. The quality of the die is good or bad, but the die must be kept clean. It is worth noting that Teflon will wear out after a long time, and the anti-stick properties of the die head will be affected to a certain extent after wear and tear. At this time, the die head needs to be replaced, otherwise the welding of the PPR tube will lead to detachment. Welding hazard.
357380.jpg "WPS图片(4)357380.jpg")
In summary, PP, PPR water pipe welding needs to pay attention to:
Choose a good water pipe that is easier to weld;
Select welding equipment with accurate temperature control to ensure that the temperature is controlled at 260-270 °C;
Ensure that the welding die head is clean and needs to be cleaned and replaced regularly;
Master the welding depth and avoid too shallow or too deep sockets;
Master the welding time, avoid too long and too short;
Before welding, be sure to check whether the water pipe has been damaged, and clean the parts to be welded;

294.webp)
476.webp)
420.webp)
146.webp)


