




Electrofusion tools:
1. Special cutting tool; 2. Scraper; 3. Flat ruler; 4. Marking ruler; 5. Rubber hammer; 6. Fixing fixture; 7. Rounding tool
Installation requirements and steps:
1. The end of the pipe should be cut flat and perpendicular to the pipe axis.
2. Scrape off 0.1-0.2mm of the outer oxide scale in the fusion welding area of the pipe and remove the debris, and the end face is chamfered 2×45°.
3. Make a mark with a marker (the insertion depth of the pipe fitting is 1/2), and insert the scraped pipe fitting into the pipe fitting to be welded to the marked place. Avoid the phenomenon of smoking, spraying and short circuit if it is not inserted in place.
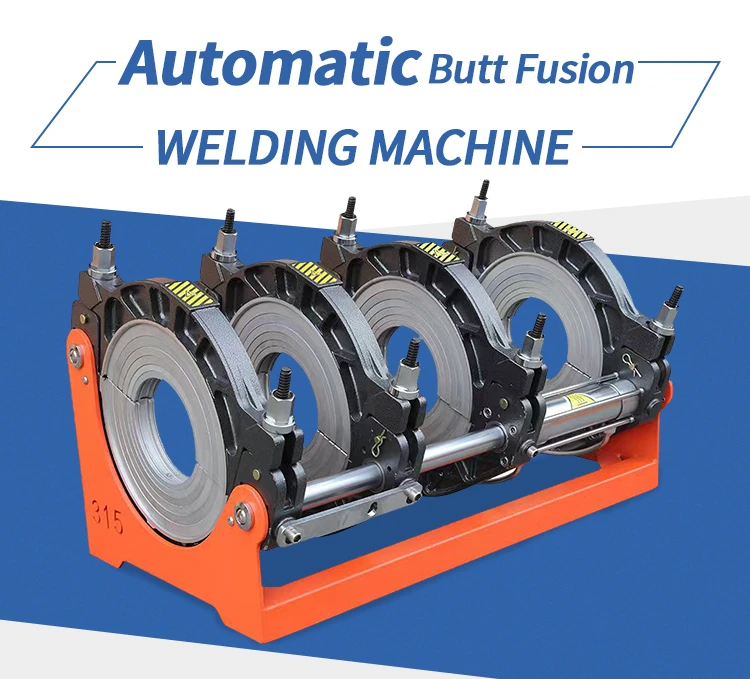
Power supply, welding equipment about electrofusion pipe fittings:
1. Connect the power supply, the input voltage is 220V AC, (380V three-phase power is strictly prohibited)
2. Start the electric fusion welding machine and operate in strict accordance with the operation steps of the electric fusion welding machine manual. The welding parameters are set according to the parameters provided by the pipe fittings (welding parameters such as: FUSE (XXX) SEC is the welding time, unit second, COOL (XXX) )MIN is the cooling time, the unit is minute), and the input voltage is 39.5±0.5V.

Notice of electrofusion welding process:
1. Pipe fittings should be unpacked before use to keep them clean and dry.
2. The pipe fittings with insufficient roundness of the pipe end should be restored before setting.
3. If the power cord is too long, too thin, or the voltage is unstable, an adjustable voltage stabilizer is required to ensure the stability of the power supply.
4. During the electrofusion welding or cooling time, no external force shall be applied to the pipe fittings and pipe fittings being welded.

294.webp)
287.webp)
274.webp)

476.webp)
420.webp)
146.webp)


